


Your process needs 280°C. Your steam boiler tops out at 170°C without a pressure spike that your insurance company would prefer not to think about. You either accept the temperature ceiling, or you redesign the entire system around a technology that most plant managers only discover after one very expensive near-miss.
That technology is the thermic fluid heater. It is not a boiler alternative. It is a fundamentally different approach to industrial process heating: one that delivers higher temperatures, tighter control, and significantly lower operating risk than pressurised steam at elevated conditions. Industries that switch rarely go back.
This guide explains exactly what a thermic fluid heater is, how it works, which types suit which applications, and what separates a well-specified system from one that costs you more to run than it saves. If your plant operates at temperatures above 150°C and you are still relying on high-pressure steam, read this carefully. For a full product range, explore the Thermic Fluid Heaters available from Par Techno Heat Pvt Ltd.
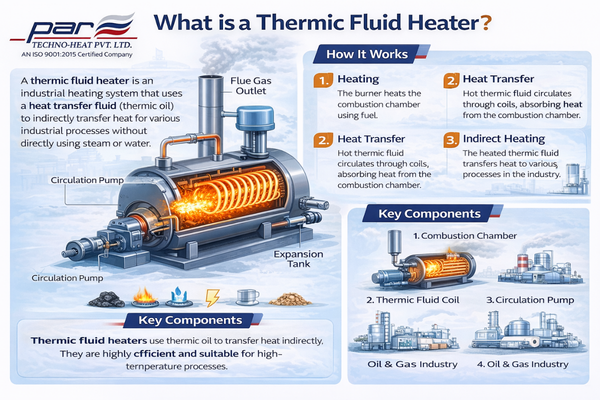
A thermic fluid heater is an indirect, closed-loop heating system that uses a specially formulated thermal oil rather than water or steam as the heat transfer medium. The oil circulates continuously between a fired heater and the process equipment, absorbing heat at the heater and releasing it where the process demands it. No steam. No pressure vessels carrying saturated water at dangerous conditions. No condensate recovery headaches.
This distinction matters more than it appears. A steam system operating at 170°C needs to run at roughly 8 bar of pressure to maintain that temperature. The same thermic fluid system delivers 300°C at near-atmospheric pressure. The energy is there. The structural risk is not.
The thermal oil itself is the engineering advantage: high-boiling-point synthetic or mineral oils designed to remain stable across temperature ranges that would flash water into dangerous high-pressure steam. The best systems use oils rated for continuous operation up to 320°C, with thermal stability far exceeding what conventional heat transfer fluids can handle. Learn how Types of Thermic Fluid Heaters differ in their design and operational envelope before specifying your system.
Understanding the working principle of a thermic fluid heater clarifies why it outperforms steam in specific applications. The system is a closed loop with four functional zones: combustion, heat transfer, circulation, and process delivery.
A burner fires fuel into the combustion chamber, generating hot flue gases that reach 700–900°C in the firebox. The fuel source determines the system type: natural gas, light diesel oil, furnace oil, or solid fuel such as coal or biomass. Each fuel option has cost and operational implications your specification must address before procurement.
Thermal oil flows through tightly wound helical coils positioned inside the combustion chamber and the convection zone. The coil geometry is critical: it determines residence time, turbulence, and heat transfer efficiency. Poorly designed coils produce hotspots that degrade oil faster than any other single factor, shortening both oil life and coil service intervals. The best systems use double-coil or multi-pass designs that ensure uniform heat absorption across the full coil surface rather than concentrating heat on the inner coil face.
A circulation pump drives heated oil from the heater outlet to the process consumers and back. Flow rate and pump sizing are not afterthoughts. Undersized pumps produce sluggish circulation that creates local overheating at the coil surface. Oil temperature at the heater outlet typically runs 20–30°C higher than the process supply temperature to account for this thermal gradient. That buffer is engineered deliberately. It is not waste.
At each process consumer a reactor jacket, a platens press, a heat exchanger, a drying drum the thermal oil gives up its heat and returns to the expansion tank before re-entering the heater. The expansion tank also manages the oil's volumetric expansion across the temperature range and serves as the system's deaerator, removing dissolved gases that would otherwise cause oxidation and premature oil degradation.
This is not a complicated system to operate. It is a disciplined one. Temperature uniformity, oil quality, and flow rate consistency determine whether you get 10 years of trouble-free service or a coil replacement after three.
|
Already evaluating thermic fluid systems for your plant? Discuss your process temperature requirements directly with the engineering team at Par Techno Heat Pvt Ltd or keep reading to complete the selection framework below. |
The thermic fluid heater market is not monolithic. Four primary design categories exist, each suited to different fuel sources, process temperatures, and plant configurations. Choosing the wrong type does not just affect upfront cost: it affects daily operating expense, maintenance frequency, and the practical ceiling temperature your process can reliably achieve.
Natural gas and LPG-fired systems are the most controllable and cleanest-burning type. Modulating burners maintain outlet temperatures to within ±2°C across load swings, which is the kind of precision that chemical reactors and pharmaceutical processes demand. Start-up is fast, automation integration is straightforward, and emissions are the lowest of any combustion option. Explore the Oil and Gas Fired Thermic Fluid Heater range for specifications and capacity options.
Light diesel oil and furnace oil-fired units suit plants without gas infrastructure, or operations in regions where liquid fuel is more cost-effective than piped gas. Furnace oil systems require fuel pre-heating to achieve the correct viscosity for atomisation, adding an operational step that gas systems avoid. The trade-off is energy density and supply chain independence rather than grid-dependent gas availability.
Coal, biomass, rice husk, bagasse, and wood chips power solid fuel systems that give agro-processing, paper, and textile plants a direct fuel cost advantage when their own process waste becomes the energy input. The engineering complexity is higher: fuel handling systems, ash removal, and combustion air management all require attention. But the operating economics can be compelling. Review the Solid Fuel Thermic Fluid Heater range for capacity ratings and design standards.
Most industrial thermic fluid heaters use a helical coil design: thermal oil flows through coils suspended inside the combustion chamber. Shell-and-tube variants circulate oil through tube bundles within a shell, using hot gas or steam as the external heating medium rather than direct combustion. Coil type units dominate because they offer compact footprint, high surface area per unit volume, and efficient heat transfer. Shell-and-tube designs suit waste heat recovery applications where a primary combustion source already exists elsewhere in the plant.
Thermic fluid heating systems appear across almost every sector of heavy industry, but they deliver their clearest advantage in applications where three conditions apply: high process temperature, precise temperature control, and intolerance for moisture contamination. Steam fails on at least one of these in every high-demand scenario.
Consider what happens in a textile processing plant running a stenter frame at 220°C. A steam system maintaining that temperature requires pressurised lines operating at 23 bar minimum a pressure level that dictates the entire piping specification, safety valve schedule, and operator certification requirement. A thermic fluid system delivers identical temperature at 1.5 bar. The engineering cost, inspection overhead, and insurance liability are categorically different.
The same calculus applies across these industries:
Not every plant should switch. Intellectual honesty requires acknowledging that thermic fluid systems carry their own operational constraints, and choosing one where steam genuinely fits the process better is an engineering mistake rather than a cost saving.
Steam makes more sense when: the process temperature sits comfortably below 150°C, when direct steam injection into the product is required (as in food steaming or humidification), when the plant already has a functioning steam infrastructure with remaining useful life, or when the total connected load is low enough that the capital cost of a thermic fluid system doesn't justify its efficiency advantages.
The honest framework: thermic fluid heaters win on temperature range, pressure safety, and precision above 150°C. Steam wins on simplicity, direct injection capability, and total cost of ownership at lower temperatures. Know which condition describes your process before you specify. For plants requiring both capabilities, consult the engineering team at Par Techno Heat Pvt Ltd to evaluate hybrid configurations that serve both needs.
A thermic fluid heater that runs well for 15 years does not do so by accident. The maintenance regime is the difference between a system that holds its efficiency and one that accumulates coil fouling, oil degradation, and unplanned shutdowns. Most plants that report problems within the first five years made one of three mistakes: they skipped oil analysis, they ignored coil skin temperature monitoring, or they operated with inadequate expansion tank management.
The schedule that prevents all three:
Pair your thermic fluid heater maintenance with regular inspection of associated industrial boiler and heating equipment across your plant to maintain a complete picture of your thermal system's health.
Every thermic fluid heater procurement that goes wrong does so at the specification stage rather than the installation stage. Plants that buy on price rather than engineering fit end up with undersized circulation pumps, inadequate coil surface area, or a fuel system that doesn't match their available infrastructure. The result: lower outlet temperatures than specified, faster oil degradation, and maintenance intervals that compress from annual to quarterly.
Evaluate these factors before selecting a system:
|
Specify Your Thermic Fluid Heater with Confidence Par Techno Heat Pvt Ltd engineers, manufactures, and commissions thermic fluid heating systems across gas-fired, oil-fired, and solid fuel configurations — IBR-compliant designs, pan-India service network, and application engineering support from process temperature definition through to commissioning. If your process runs above 150°C and you want a system that holds its efficiency for 15 years, the conversation starts with a 30-minute call. No sales deck. Just an honest assessment of what your plant actually needs. |
Q1. What is the main advantage of a thermic fluid heater over a steam boiler?
A thermic fluid heater delivers high-temperature process heat at near-atmospheric pressure, while a steam boiler operating at the same temperature requires significantly elevated pressure. A system supplying 280°C via thermal oil runs at roughly 1.5 bar; an equivalent steam system would need 64 bar. That pressure difference is the central safety and engineering advantage of thermic fluid systems for high-temperature applications above 150°C.
Q2. What temperature range can a thermic fluid heater achieve?
Most industrial thermic fluid heaters operate between 150°C and 320°C, depending on the thermal oil selected and the heater design. Mineral oil-based systems reliably handle up to 280°C. Synthetic oil systems extend the range to 320°C for applications in chemical processing and speciality manufacturing. Operating above the rated thermal oil temperature accelerates degradation and coil fouling specifying the correct oil for your temperature range is non-negotiable.
Q3. What fuels can a thermic fluid heater use?
Thermic fluid heaters are available in gas-fired (natural gas, LPG), oil-fired (light diesel oil, furnace oil), and solid fuel configurations (coal, biomass, rice husk, bagasse). The right fuel choice depends on your local supply infrastructure, per-unit energy cost, and emissions compliance requirements. Gas-fired systems offer the tightest temperature control; solid fuel systems deliver the best operating economics where process waste is the fuel source.
Q4. How often does the thermal oil need to be replaced?
Thermal oil service life depends on operating temperature, oil quality, system cleanliness, and maintenance discipline. Under good operating conditions with monthly oil sampling and proper expansion tank management, quality mineral oils last 4–6 years. Synthetic oils can last 8–10 years. The replacement trigger is oil analysis, not a fixed calendar interval: when acid number rises above 0.5 mg KOH/g or flash point drops more than 30°C below the new oil specification, replacement is required regardless of age.
Q5. What is the difference between a coil type and a shell-and-tube thermic fluid heater?
In a coil type thermic fluid heater, thermal oil flows through helical coils positioned inside the combustion chamber, absorbing heat directly from the burner's flue gases. In a shell-and-tube design, oil passes through tube bundles inside a shell heated by an external medium such as hot gas or steam. Coil type units dominate direct-fired applications because of their compact footprint and high heat transfer efficiency. Shell-and-tube designs suit waste heat recovery scenarios where a primary combustion source already exists in the plant.
A thermic fluid heater is not a complexity upgrade from steam. It is a simplification: fewer pressure risks, wider temperature range, tighter process control, and lower mechanical stress on the distribution system. Plants that have operated both understand the difference within the first maintenance cycle.
The specification decision comes down to three questions: Does your process genuinely need temperatures above 150°C? Do you need precision that pressurised steam cannot reliably deliver? Is your plant's insurance and safety programme carrying pressure risks that a near-atmospheric system would eliminate?
If the answer to any of those is yes, you already know the direction. The only remaining question is who builds it correctly.
Par Techno Heat Pvt Ltd has engineered thermic fluid heating systems for India's most demanding industrial applications. Talk to the team at parboiler.com before your next procurement decision.
Specify well. It pays back every year.
