


Steam has powered civilisations for centuries. From the earliest locomotives of the industrial revolution to today's ultra-modern pharmaceutical clean rooms and chemical refineries, the steam boiler has remained one of humanity's most essential engineering achievements. Yet despite its ubiquity, many plant managers, procurement teams, and facility engineers still have questions about what a steam boiler really is, how it operates, and which type is right for their needs.
This guide answers all of those questions. We cover the fundamental definition of a steam boiler, its working principle, the different types available in the market, the fuels they use, their applications across industries, efficiency benchmarks, and critical maintenance practices giving you a complete picture in one place.
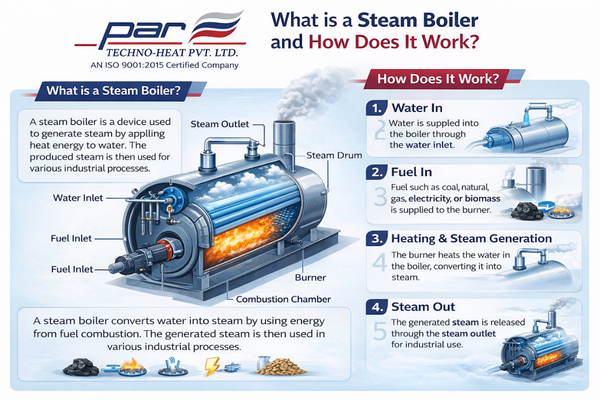
A steam boiler is a closed pressure vessel in which water is heated by a fuel source or electrical element until it converts into steam. This steam is then used to deliver heat energy to industrial processes, drive turbines for power generation, provide space heating, or carry out a wide range of thermal operations in commercial and industrial settings.
Unlike a simple water heater, a steam boiler operates under pressure. The pressurised steam carries far more thermal energy per unit volume than hot water, making it extraordinarily efficient at transferring heat over long distances through pipework. This is why the industrial steam boiler has remained the preferred choice for large-scale thermal applications worldwide.
The core function of any steam boiler system is straightforward: absorb heat energy from combustion or electrical resistance, transfer that energy to water, and deliver high-quality steam to the point of use. The complexity lies in doing this safely, efficiently, and consistently over a long operating life. Working with reputable Commercial Steam Boiler Manufacturers ensures that your boiler is designed and built to meet these demands.
Before understanding how a steam boiler works, it helps to understand what it is made of. A standard industrial steam boiler comprises the following main components:
Many of these components are available as replacements from specialist suppliers. For a detailed overview, refer to our guide on Boiler Spare Parts and Accessories.
The steam boiler working principle is based on the thermodynamic conversion of water into steam through the application of heat. While the specific design varies by boiler type, the fundamental process follows a consistent sequence:
Treated water is pumped into the boiler through the feedwater system. Water treatment is critical untreated water contains dissolved minerals and gases that cause scaling, corrosion, and fouling of heat transfer surfaces, all of which reduce efficiency and shorten equipment life.
The burner fires fuel natural gas, diesel, furnace oil, coal, or biomass into the combustion chamber. The fuel-air mixture burns at high temperature, releasing flue gases that carry the thermal energy needed to heat the water.
Hot flue gases pass over or through the heat exchanger surfaces in contact with the water. Through conduction and convection, thermal energy moves from the hot gases into the water. This is the core mechanism in both fire tube and water tube boiler designs, and the arrangement of heat transfer surfaces largely determines a boiler's capacity, efficiency, and operating pressure range.
As water absorbs heat, it reaches its boiling point and begins to convert into steam. The steam rises and collects in the steam drum, where a separation process removes entrained water droplets to produce dry, high-quality steam. The quality and dryness of steam is critical for many processes wet steam carrying water droplets can damage turbines and process equipment.
Dry steam leaves the boiler under pressure and travels through insulated steam headers and pipework to the point of use whether that is a turbine, a heat exchanger, a steriliser, or a process vessel. After releasing its heat energy, the steam condenses back into water (condensate), which is typically returned to the boiler feedwater system to improve energy efficiency.
Applications where hot water rather than steam is required such as building heating, swimming pools, or certain industrial drying processes use an Industrial Hot Water Boiler, which follows the same working principle but maintains water below its boiling point.
The steam boiler market offers a range of designs, each optimised for different operating pressures, fuel types, plant sizes, and process requirements. Here are the main types:
In a fire tube boiler, hot combustion gases pass through tubes that are immersed in water. The heat transfers from the gases through the tube walls into the surrounding water. Fire tube boilers are compact, cost-effective, and easy to operate, making them ideal for low-to-medium pressure applications up to approximately 25 bar. Common variants include the Cochran boiler, the Lancashire boiler, and the Scotch marine boiler. They are widely used in textile plants, food factories, and small industrial operations.
In a water tube boiler, water flows through tubes while hot combustion gases pass around the outside. This reversed arrangement allows the boiler to achieve much higher pressures often exceeding 100 bar making it the preferred choice for power generation and heavy industries. Water tube designs also respond faster to changes in steam demand and handle larger capacities more efficiently.
For detailed specifications and supplier information, explore our guide on the Water Tube Steam Boiler market in India.
These boilers use liquid fuel (furnace oil, diesel, LDO) or gaseous fuel (natural gas, LPG) as their primary energy source. They are clean-burning, highly controllable, and deliver fast startup times. Oil and gas fired boilers are favoured in industries where fuel supply infrastructure is well-established and low emissions are a priority.
Explore our range of Oil and Gas Fired Steam Boilers designed for reliability and high thermal efficiency.
Electric steam boilers use electrical resistance elements or electrode systems to heat water directly, eliminating combustion entirely. They produce zero on-site emissions, require minimal space, and are extremely safe to operate. Electric boilers are well-suited to laboratories, hospitals, pharmaceutical plants, and locations without access to gas or where indoor air quality is paramount. They are, however, typically limited to smaller capacities due to the cost of electricity at scale.
Biomass boilers burn agricultural waste, wood chips, bagasse, rice husk, or other organic materials as fuel. They are a cost-effective and carbon-neutral alternative to fossil fuels, particularly attractive to agro-processing industries and paper mills where fuel waste is produced on-site. Solid fuel boilers require more maintenance and are paired with effective combustion and fuel handling systems.
These systems capture exhaust heat from industrial processes, diesel gensets, turbines, or kilns and convert it into steam without additional fuel combustion. Waste heat recovery boilers are a powerful tool for improving overall plant energy efficiency and reducing operating costs, and they play a central role in energy-efficient steam boiler strategies across heavy industries.
The versatility of steam makes the steam boiler indispensable across virtually every sector of the economy. Here is how different industries rely on steam boiler systems:
Steam boiler efficiency is defined as the ratio of useful heat output (energy in steam produced) to the total heat input from fuel. Modern energy-efficient steam boilers can achieve thermal efficiencies of 85–93%, significantly reducing fuel costs and carbon emissions compared to older or poorly maintained units.
The main factors influencing steam boiler efficiency are:
A well-maintained steam boiler operates more efficiently, lasts longer, and poses far less risk to personnel and property. Steam boiler maintenance should follow a structured schedule:
Steam boiler repair services should always be carried out by certified engineers using original spare parts. Equally, proper Air Pollution Control Equipment such as dust collectors, scrubbers, and bag filters should be maintained alongside the boiler to ensure compliance with environmental emission norms.
Selecting the right steam boiler is a strategic decision that affects energy costs, production reliability, regulatory compliance, and long-term capital expenditure. Key evaluation criteria include:
|
Partner with India's Trusted Steam Boiler Experts Par Techno Heat Pvt Ltd designs, manufactures, and supplies a comprehensive range of IBR-certified steam boilers fire tube, water tube, oil & gas fired, biomass, and waste heat recovery systems. With decades of engineering experience, pan-India service network, and end-to-end support from project consultation to commissioning and annual maintenance, we are the partner Indian industries trust for their most demanding thermal applications. |
Q1. What is the difference between a fire tube and a water tube steam boiler?
In a fire tube boiler, hot combustion gases pass through tubes surrounded by water. In a water tube boiler, water flows through tubes while hot gases pass around them. Fire tube boilers are simpler and more economical for lower pressures (up to ~25 bar), while water tube boilers handle higher pressures and larger steam outputs, making them preferred for power generation and heavy industry.
Q2. What fuel types can a steam boiler use?
Industrial steam boilers can run on a wide variety of fuels including natural gas, LPG, diesel, furnace oil, light diesel oil (LDO), coal, biomass (wood chips, rice husk, bagasse), and waste heat from other industrial processes. The choice of fuel depends on local availability, cost, emission regulations, and the required operating pressure and capacity.
Q3. How often does a steam boiler need to be serviced?
Steam boilers require daily operational checks, weekly blowdown and safety device testing, monthly water quality and burner inspections, and a full annual overhaul including hydrostatic testing and statutory inspection for IBR compliance. Regular steam boiler maintenance is essential to maintain efficiency, prevent breakdowns, and ensure safe operation.
Q4. What is a high pressure steam boiler and where is it used?
A high pressure steam boiler operates at pressures typically above 15 bar (though definitions vary). These boilers are used in power generation (driving steam turbines), large chemical and petrochemical plants, refineries, and any application where high-temperature, high-energy steam is required for thermal or mechanical work. Water tube designs are most commonly used for high pressure applications.
Q5. How can I improve my steam boiler's efficiency?
Key strategies to improve steam boiler efficiency include installing an economiser to recover flue gas heat, optimising the air-to-fuel ratio in the burner, maximising condensate return to the feedwater system, maintaining proper boiler water treatment to prevent scale buildup, insulating all steam distribution pipework, and using boiler automation systems to match steam output precisely to process demand.
Q6. What are the safety requirements for operating an industrial steam boiler in India?
In India, all steam boilers with steam pressure exceeding 3.5 kg/cm² or steam volume exceeding 22.75 litres must be registered and operated under the Indian Boiler Regulations (IBR) 1950. Key requirements include certified design and manufacture, annual inspection by a competent authority, qualified boiler operators holding IBR certificates, functioning safety valves, water level controls, and pressure gauges. Non-compliance can result in heavy penalties and poses serious safety risks.
Q7. How long does an industrial steam boiler last?
A well-designed, properly maintained industrial steam boiler can have an operational life of 20–30 years or more. Factors that extend boiler life include rigorous water treatment, adherence to maintenance
The steam boiler remains one of the most versatile and indispensable pieces of equipment in the industrial world. Whether you need low-pressure steam for a food processing line, high-pressure steam for power generation, or clean steam for pharmaceutical manufacturing, there is a steam boiler design engineered precisely for your application.
Understanding the working principle, types, fuel options, efficiency drivers, and maintenance requirements of steam boilers empowers you to make better purchasing decisions, manage your energy costs more effectively, and keep your operations running safely and reliably.
To discuss your specific steam requirements and get expert guidance on the right system for your plant, connect with the team at Par Techno Heat Pvt Ltd India's trusted steam boiler partner.
